Nel mondo reale, le valvole non leggono i disegni.
Una valvola progettata per aprire a 178 bar… aprirà davvero a 178 bar? Oppure a 162? O magari a 196? Se sei un progettista industriale, conosci già la risposta: dipende.
Dipende dalle tolleranze, dai processi, dall’assemblaggio. E soprattutto da come queste variabili interagiscono tra loro. Questo articolo, tratto dal libro “Casi pratici di approccio statistico alle tolleranze” [1] è un viaggio dentro quella zona grigia — dove la progettazione smette di essere deterministica e diventa probabilistica — e si riferisce a un caso semplice ma illuminante: una valvola di massima pressione.
di Luigi Pasquali
La valvola: semplice… solo in apparenza
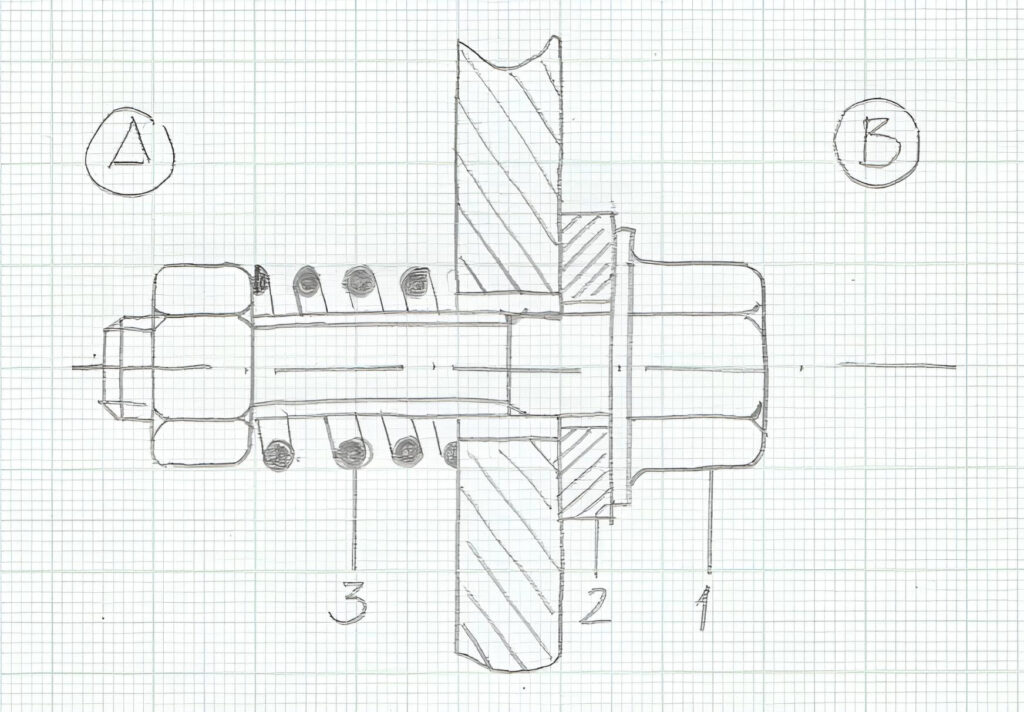
Abbiamo una configurazione minimale:
- Un bullone che funziona da otturatore mobile
- Un elemento di tenuta
- Una molla precaricata
Supponendo che nella camera A la pressione del fluido aumenti in maniera quasi statica rispetto alla camera B, la molla mantiene la tenuta fino a quando la forza dovuta alla differenza di pressione non supera il precarico.
Questa è l’equazione di equilibrio che consente di determinare a quale differenza di pressione la valvola interviene:
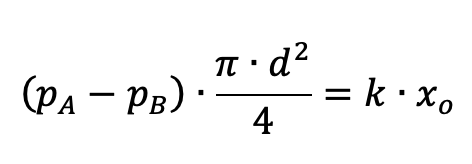
Dove:
- k = rigidezza della molla
Supponiamo la molla in esecuzione precisa, affetta da un errore del 10%:

- = precarico
L’incertezza sul precarico deriva dalla ripetibilità del processo di assemblaggio del dispositivo ed è stimata pari a:
- d = diametro di passaggio
Il foro di passaggio, realizzato in classe IT10, ha tolleranza:

Con i valori nominali delle variabili, i 178 bar di differenza di pressione tornano perfettamente:
Il lato oscuro delle tolleranze: quanto influiscono le incertezze delle variabili di INPUT sul risultato finale?
L’approccio tradizionale: WCA
La Worst Case Analysis opera in maniera semplice e brutale: considera tutti i parametri al limite di tolleranza… e nella direzione più sconveniente.
Ad esempio, la massima differenza di pressione si ottiene assumendo i termini del numeratore (costante elastica e precarico) ai loro valori massimi e, simultaneamente, il quadrato del diametro al denominatore al suo valore minimo.
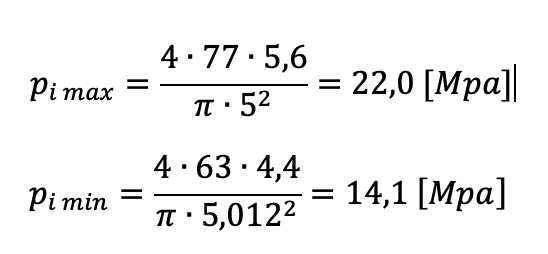
Il risultato è quello di assegnare alla pressione di intervento una incertezza ampia 80[bar], per quanto le configurazioni limite siano altamente improbabili a verificarsi.
- pressione minima: 141 bar
- pressione massima: 220 bar

La WCA non è in grado di predire quale sarà la percentuale di valvole che intervengono al di sotto o al di sopra di un valore di soglia prestabilito, ad esempio 160 [bar].
Entriamo nel casinò [2]: simulazione Monte Carlo
La simulazione Monte Carlo cambia completamente il paradigma.
Invece di indagare: “qual è il caso peggiore?”
Si domanda: “cosa succede davvero, nella realtà produttiva?”
Nello specifico, una analisi Monte Carlo:
- genera migliaia di combinazioni realistiche di k, x0, d
- calcola per ogni combinazione, la pressione di intervento pi
- determina la distribuzione statistica della pressione di intervento pi
In pratica, nel rispetto delle ipotesi di partenza, la simulazione assembla migliaia di valvole virtuali e ne prova di tutte la pressione di intervento pi.
Le ipotesi
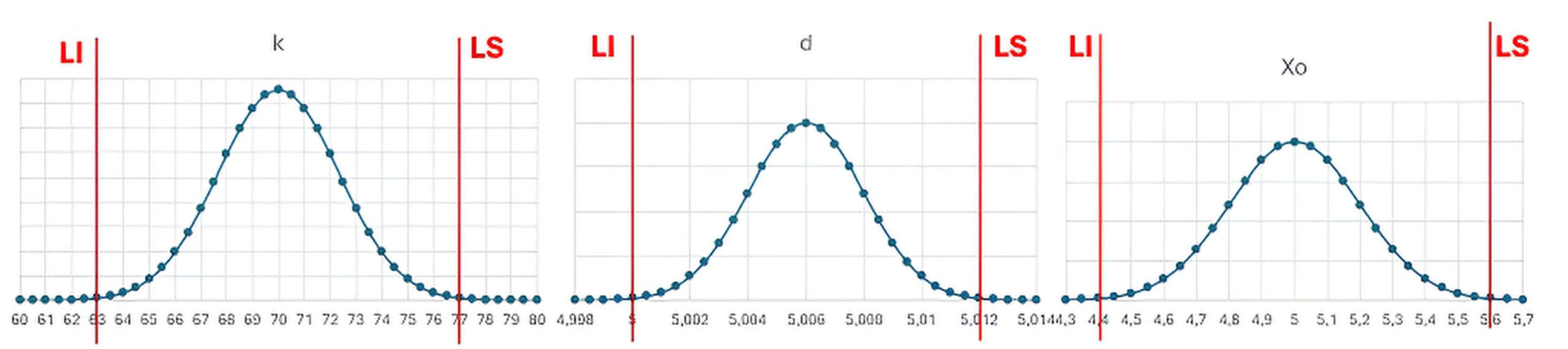
Assumendo che le tre variabili di input k, d, x0 siano distribuzioni gaussiane e che i relativi processi di realizzazione della molla, di foratura e di assemblaggio della valvola siano soggetti a controllo statistico e che abbiano CPK=CP = 1 [3], deriva:
- k valore medio= 70 [N/mm] σk = 14 / 6 ≈ 2,33 [N/mm]
- d valore medio = 5,006 [mm] σd = 0,012 / 6 = 0,002 [mm]
- x0 valore medio = 5 [mm] σx0 =1,2 / 6 = 0,2 [mm]
Se eseguiamo la simulazione in un foglio Excel®, potremo dedicare tre colonne alla generazione delle variabili di INPUT nel rispetto delle distribuzioni gaussiane appena descritte.
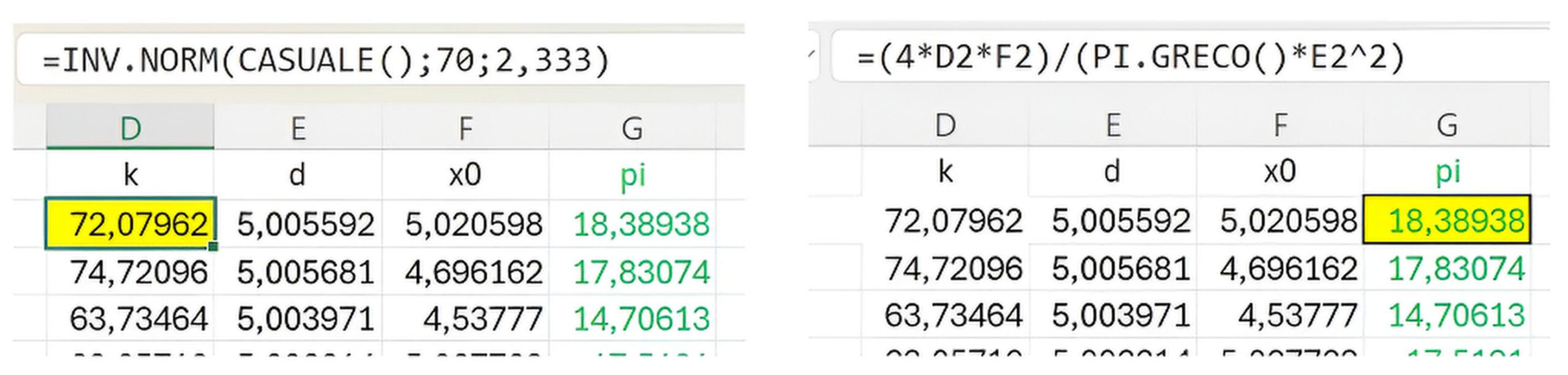
Una quarta colonna calcola invece la pressione di intervento.
Eseguite migliaia di simulazioni (a ognuna delle quali è associata una riga del foglio di calcolo), si verifica che la pressione di intervento (output della simulazione) è ben rappresentata da una distribuzione normale della quale possiamo stimare valore medio e deviazione:

pressione media di intervento: 178 bar
deviazione standard (σ): ±9 bar
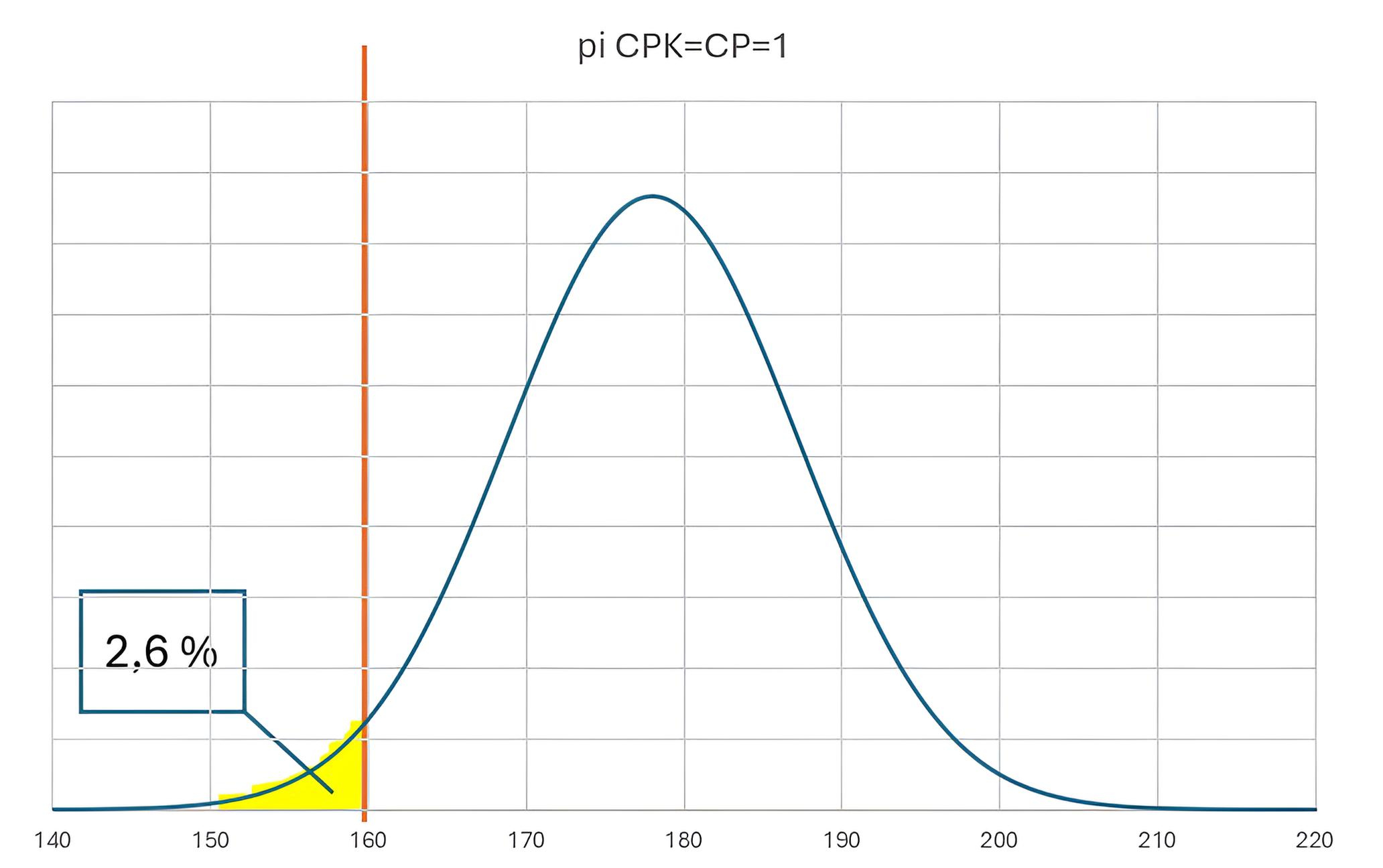
Trattandosi di una distribuzione normale, il 99,7% della popolazione di valvole avrà una pressione di intervento compresa fra il valore medio ±3 volte la deviazione standard.

Il punto chiave è che non solo l’analisi Monte Carlo ha sensibilmente ridimensionato l’intervallo di incertezza da attribuire alla pressione di intervento, quanto che rende possibile quantificare la probabilità che la pressione di intervento si trovi all’interno di un intervallo prestabilito.
Ad esempio, è immediato calcolare che la probabilità di avere una valvola con pressione di intervento inferiore ai 160 bar è di circa il 2,6%.
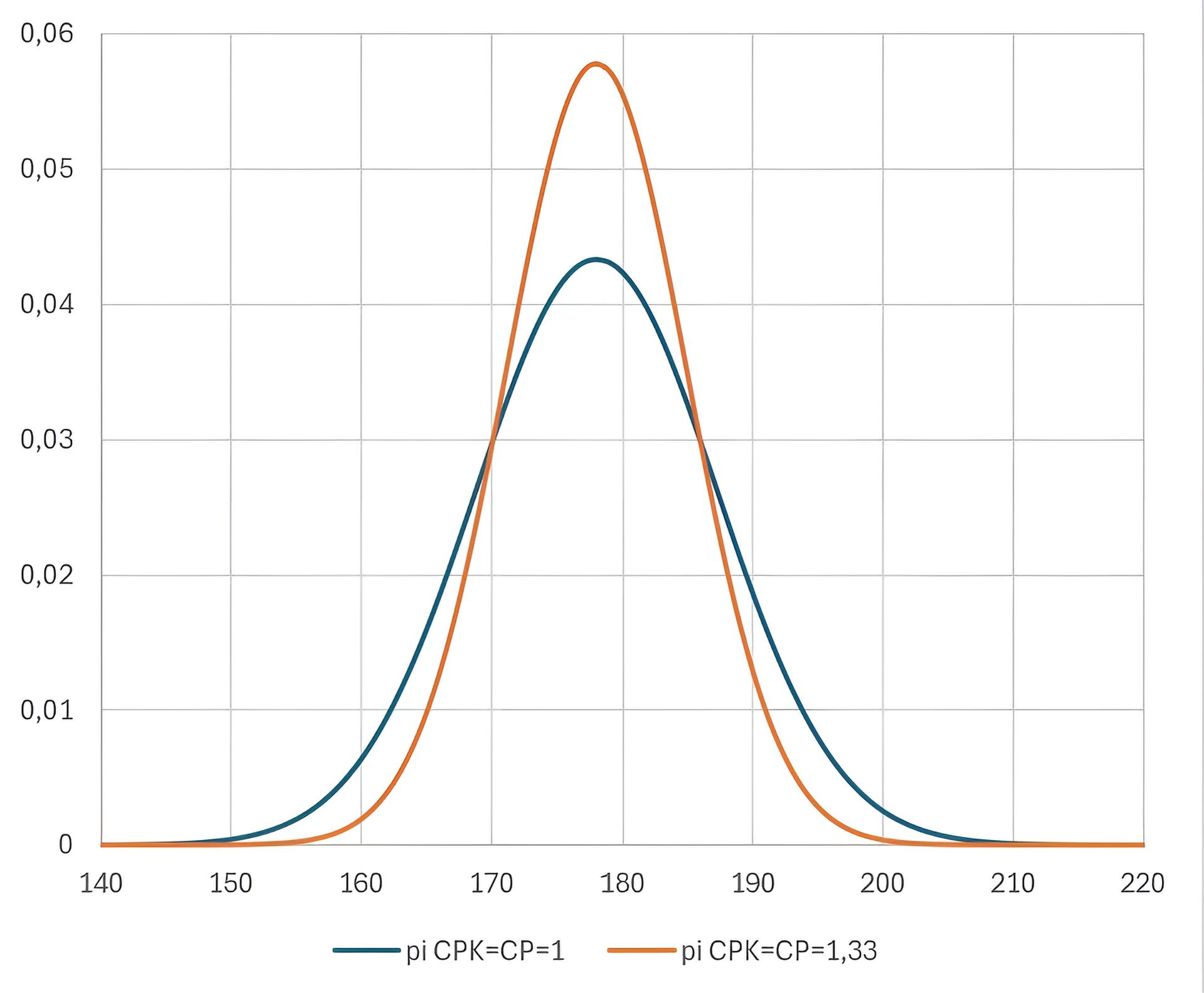
L’aspetto entusiasmante della simulazione è che rende possibile comparare l’output statistico di scenari alternativi. Ad esempio, se assegniamo CPK=CP=1,33 ai dati di input (che equivale a ridurre le rispettive deviazioni standard del 25%), l’aliquota di valvole con pressione di intervento al di sotto di 160 bar scende allo 0,5 %. Questo è il confronto fra le distribuzioni della pressione di intervento a seconda del valore di CP=CPK considerato.

Perché cambia il modo di progettare
La simulazione Monte Carlo
- assegna probabilità ai risultati
- permette di valutare il rischio reale
- evita sovradimensionamenti costosi
La WCA, al contrario, sovrastima tipicamente la variabilità.
Conclusione
La differenza fra WCA o Monte Carlo è prima di tutto culturale. La simulazione richiede:
- di abbandonare un approccio deterministico a favore di uno probabilistico
- di passare dal voler “garantire tutto” alla “gestione del rischio”
La prossima volta che dimensioni un componente critico, chiediti: sto progettando per il caso peggiore… o per il mondo reale?
Perché tra i due approcci, spesso, c’è in ballo il costo, la competitività e il successo del prodotto.
NOTE
[1] “Casi pratici di approccio statistico alle tolleranze”
Luigi Pasquali, Amazon Publishing
[2] L’analisi Monte Carlo deve il suo nome al casinò del principato di Monaco proprio perché si basa sulla generazione di numeri casuali per simulare la performance del sistema.
[3] Assegnando distribuzione normale ai processi che definiscono k, , d
- questi si dicono centrati se il valore medio cade a metà del range di tolleranza assegnata (ovvero CPK=CP)
- e hanno CP=1 se il range di tolleranza è pari a 6 volte la deviazione standard,
dato che per definizione la capacità di processo vale:
Avendo indicato LS = limite superiore di tolleranza
LI = limite inferiore di tolleranza
σ = deviazione standard