L’articolo descrive i principi fisici del processo Metal Binder Jetting, il ciclo termico di densificazione, le proprietà meccaniche ottenibili sui materiali principali, la struttura del costo di produzione e le applicazioni industriali più significative, con un profilo dei limiti attuali e delle traiettorie di sviluppo di questa tecnologia attese nel prossimo decennio.
La produzione di minuteria metallica con geometrie complesse ha storicamente gravitato attorno a due tecnologie principali, come la microfusione a cera persa e lo stampaggio a iniezione di metallo (MIM). Entrambe garantiscono geometrie articolate e proprietà meccaniche soddisfacenti, ma condividono la dipendenza strutturale dallo stampo, che ne limita la flessibilità produttiva e rende economicamente proibitivo il servizio a lotti di dimensione intermedia o a serie con elevata variabilità geometrica. Uno stampo MIM per componenti di media complessità richiede investimenti tra 20.000 e 80.000 euro e tempi di approvvigionamento di otto-dodici settimane; uno stampo cera per microfusione costa tra 5.000 e 30.000 euro con lead time di sei settimane. Qualsiasi modifica geometrica successiva al congelamento del progetto impone la rilavorazione o la sostituzione dell’attrezzatura. In settori come la microfluidica industriale, la componentistica per sistemi di iniezione ad alta pressione e la minuteria per dispositivi medici impiantabili, richiedono simultaneamente elevata complessità geometrica, proprietà meccaniche certificate e tracciabili, volumi dell’ordine delle centinaia di migliaia di pezzi l’anno e flessibilità di personalizzazione che mal si concilia con la rigidità dello stampo. Il Metal Binder Jetting (MBJ) occupa con crescente solidità lo spazio che microfusione e MIM non riescono a servire in modo economicamente efficiente, come appunto la componentistica complessa, grandi volumi, molteplici varianti geometriche senza costi di attrezzaggio che ne impattino la fattibilità. Il presente articolo descrive i principi fisici del processo, il ciclo termico di densificazione, le proprietà meccaniche ottenibili sui materiali principali, la struttura del costo di produzione e le applicazioni industriali più significative, con un profilo dei limiti attuali e delle traiettorie di sviluppo attese nel prossimo decennio.
Il processo: architettura e parametri fondamentali
Il MBJ appartiene alla categoria binder jetting della classificazione ISO/ASTM 52900 ed è l’unica tecnologia additiva metallica che separa nettamente la formatura geometrica dalla densificazione metallurgica, come due processi distinti. La formatura avviene a temperatura ambiente attraverso l’uso di testine di stampa inkjet di tipo drop-on-demand (DOD), basate su attuatori piezoelettrici, che depositano selettivamente un legante liquido su strati successivi di polvere metallica. Le barre di stampa integrano da 256 a oltre 2.000 ugelli con frequenza di jetting fino a 200 kHz per ugello, consentendo coperture di 50–200 mm per passaggio e risoluzioni native di 600–1.600 dpi. Il volume delle singole gocce di legante è compreso tra 1 e 80 picolitri, con viscosità del fluido mantenuta tra 5 e 20 mPa·s alle condizioni operative. I leganti acquosi a base di polisaccaridi modificati, polivinilpirrolidone o derivati dell’acido poliacrilico in concentrazione massica del 5–15%, sono la soluzione dominante per le polveri di acciaio inossidabile; per polveri sensibili all’ossidazione si ricorre a leganti a base solvente organico, con maggiori oneri di sicurezza operativa. Un parametro critico di processo è il saturation ratio, definito come:
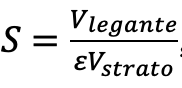
dove ε è la porosità del letto di polvere, tipicamente compresa tra 0,35 e 0,45 per polveri sferiche con D50 di 20–40 µm. Valori di S compresi tra 0,6 e 0,9 garantiscono il compromesso ottimale tra resistenza meccanica del pezzo verde e fedeltà geometrica: al di sotto si verificano rotture durante la manipolazione, al di sopra il legante migra oltre i confini stampati degradando la risoluzione dimensionale e la rugosità superficiale. Il layer thickness (LT) è scelto nell’intervallo 35–100 µm e la regola empirica impone che LT sia almeno 3–5 volte il D90 della distribuzione granulometrica per garantire la continuità dello strato. Il ricoating avviene mediante lama rigida o rullo controrotante che distribuisce la polvere dal serbatoio laterale sul piano di lavoro, abbassato di un’altezza pari al layer thickness programmato a ogni ciclo. Il riscaldamento del letto a 35–80°C mediante lampade infrarosse durante la stampa accelera l’evaporazione dei solventi e consolida il legante depositato. La polvere non legata circonda e sostiene i componenti durante l’intera costruzione, eliminando la necessità di strutture di supporto dedicate. Questa caratteristica è il vantaggio produttivo più rilevante rispetto ai processi di fusione laser su letto di polvere (L-PBF), dove ogni superficie in aggetto con angolo inferiore a circa 45° richiede supporti metallici che occupano volume nel bed, consumano materiale e devono essere rimossi nel post-processo.
Al termine della stampa il pezzo contiene il 3–8% in volume di legante polimerico, con resistenza meccanica (green strength) di 0,5–3 MPa, sufficiente per la manipolazione ma insufficiente per qualsiasi impiego funzionale. Il debinding termico rimuove il legante attraverso un ciclo in forno ad atmosfera controllata con rampe di riscaldamento di 0,5–2°C/min nella finestra 200–450°C, individuata preventivamente mediante analisi termogravimetrica (TGA) e calorimetria differenziale a scansione (DSC). Alcuni sistemi adottano un debinding bifasico composto da una prima fase chimica che adopera acido nitrico in fase vapore per leganti poliacetali, con tassi di rimozione di 1–3 mm/ora a 110–120°C in atmosfera di N₂ con HNO₃ al 3–5% in volume, seguita da debinding termico finale. Il componente così trattato presenta un livello di porosità del 35–45% e resistenza inferiore a 0,3 MPa, ma mantiene canali porosi continui che garantiscono la fuoriuscita dei gas di decomposizione durante le fasi iniziali della sinterizzazione. La sinterizzazione permette di ottenere un componente metallico denso attraverso meccanismi di diffusione in stato solido, governati dalla minimizzazione dell’energia libera superficiale descritta dalla relazione di Young-Laplace:
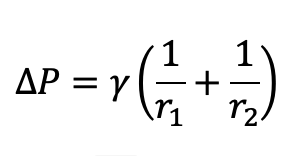
dove γ è l’energia superficiale specifica e r1, r2 sono i raggi principali di curvatura all’interfaccia solido-vapore. Il ciclo si articola in tre stadi: formazione e crescita dei colli di sinterizzazione per diffusione superficiale e ai bordi di grano (fino a 0,7 Tm (Tm temperatura di fusione), senza riduzione significativa della porosità totale), densificazione principale con chiusura progressiva dei canali porosi per diffusione in volume (0,7-0,9 Tm, con riduzione della porosità dal 35–40% al 3–8%) e sferoidizzazione della porosità residua chiusa con crescita dei grani cristallini vicino alla temperatura di picco. Per l’acciaio 316L la temperatura di picco è 1.340–1.380°C con soste di 1–4 ore in H₂ puro o N₂/H₂, con punto di rugiada inferiore a −40°C per garantire pO₂ < 10⁻²⁰ atm, condizione necessaria alla riduzione degli ossidi di cromo (Cr₂O₃) presenti sui grani di polvere. Il ritiro isotropo lineare conseguente alla densificazione è calcolabile come:
Mediamente, il ritiro atteso è di circa il 17,3%, corrispondente a una riduzione volumetrica del 46%. La compensazione preventiva mediante scalatura del file CAD di un fattore 1/(1−S) è necessaria ma non sufficiente poiché anisotropie dello 0,5–1,5% rispetto al valore medio indotte dall’attrito con il setter ceramico di supporto e dai gradienti termici nel forno richiedono calibrazioni iterative per ogni combinazione materiale-geometria-ciclo termico. I forni di sinterizzazione per volumi produttivi, con camera utile dell’ordine di 300 × 300 × 600 mm e capacità di raggiungere 1.400°C in atmosfera di H₂, hanno un costo unitario compreso tra 150.000 e 400.000 euro, che incide significativamente sul modello di costo complessivo dell’impianto MBJ.
Materiali e proprietà meccaniche
Gli acciai inossidabili 316L e 17-4 PH rappresentano i sistemi metallici più utilizzati nel MBJ. Il 316L sinterizzato a 1.360°C in H₂ raggiunge densità relative del 98–99,5% della densità teorica (8,00 g/cm³), con UTS di 520–580 MPa, carico di snervamento σ0,2 di 180–230 MPa e allungamento a rottura del 35–50%, conformi allo standard ASTM A276 e superiori alle specifiche minime MPIF Standard 35 per il MIM 316L. La microstruttura austenitica con grani di 20–80 µm è priva della tessitura cristallografica preferenziale e dei difetti di solidificazione come i ritiri, micro-porosità interdendritica, inclusioni di ossido, caratteristici della microfusione. La porosità residua è distribuita uniformemente con morfologia sferoidale e dimensione media inferiore a 5 µm per densità superiori al 99%. Il limite di fatica a 10⁷ cicli, descritto dalla relazione di Murakami
in funzione della durezza e della dimensione dei difetti superficiali, si attesta tra 200 e 280 MPa per campioni sinterizzati senza trattamento superficiale, migliorabile del 15–30% mediante burattatura o electropolishing. Il 17-4 PH, invece, nella condizione H900 raggiunge UTS di 900–1.100 MPa con durezza HRC 36–40, ma richiede atmosfere di H₂ puro o vuoto spinto (pressione residua < 10⁻⁴ mbar) per evitare la precipitazione di nitruri di cromo. Il Ti-6Al-4V sinterizzato in argon o vuoto raggiunge densità relative del 97–99% con UTS di 900–1.050 MPa e allungamento del 6–14%, compatibili con ASTM F1108 per le applicazioni ortopediche; incrementi del tenore di ossigeno di 1.000 ppm riducono l’allungamento a rottura del 30–40%, determinando per la qualificazione medicale (ISO 5832-3) il controllo rigoroso dell’atmosfera come fattore critico di processo. I carburi cementati WC-10Co sinterizzati in fase liquida raggiungono densità praticamente teorica con durezza HV30 di 1.400–1.550 kgf/mm² e tenacità KIc di 10–15 MPa〖∙m〗^(1/2). Rispetto al MIM, il MBJ presenta tenacità e resistenza a fatica inferiori del 5–15% per la granulometria più grossolana delle polveri; rispetto alla microfusione, mostra proprietà superiori per l’assenza di difetti di solidificazione e per la distribuzione più uniforme della porosità. Le tolleranze dimensionali si attestano su ±0,3–0,5% della dimensione nominale, migliorabili a ±0,1–0,2% con calibrazione del modello di ritiro; la rugosità superficiale grezza Ra 4–8 µm è riducibile a valori inferiori a 0,5 µm mediante electropolishing con densità di corrente di 20–60 A/dm².
Produttività e applicazioni
I sistemi HP Metal Jet S100 e Desktop Metal P-50 raggiungono valori di produzione volumetrica lorda di circa 10.000–12.000 cm³/ora. Su un sistema P-50 (volume utile 490 × 380 × 260 mm), un componente da 0,8 cm³ consente nesting di 3.500–4.200 pezzi per ciclo ottenendo 350–700 pezzi/ora, un ordine di grandezza superiore a quanto ottenibile con L-PBF nella stessa classe dimensionale. Il modello di costo si struttura secondo la relazione:

dove il coefficiente di recupero della polvere η_recupero supera il 95% con stazioni di setacciatura integrate. Il costo delle polveri sferiche di 316L si colloca attualmente tra 40 e 80 €/kg. Il punto di convenienza rispetto al MIM si colloca tra 20.000 e 80.000 pezzi/anno per codice geometrico singolo, soglia che si sposta strutturalmente a vantaggio del MBJ al crescere del numero di varianti gestite. Esempio, dieci varianti da 30.000 pezzi/anno ciascuna richiederebbero al MIM un investimento aggregato in stampi superiore a 500.000 euro, mentre il MBJ gestisce l’intero portafoglio senza costi di attrezzaggio aggiuntivi. La latenza tra stampa e componente sinterizzato finito, tipicamente 24–72 ore per il ciclo debinding-sinterizzazione, è gestita in produzione industriale mediante l’utilizzo parallelo di più forni, trasformando il processo in un flusso continuo.
Le applicazioni più consolidate riguardano componenti per iniettori diesel common rail, operanti a pressioni superiori a 2.000 bar, con canali interni di diametro inferiore a 0,5 mm non realizzabili economicamente per microfusione a causa della bassa fluidità della lega a temperatura di colata; la produzione in 17-4 PH con successivo invecchiamento H900 riduce il costo unitario del 15–25% rispetto alla soluzione ibrida microfusione-lavorazione integrale. Nel settore automotive trova molto spazio la componentistica di trasmissione con strutture topologicamente ottimizzate, in grado di ridurre la massa del 10–20%, sviluppata nell’ambito di programmi di qualificazione avviati da Volkswagen e BMW. Il settore medicale ha identificato nel MBJ la tecnologia per strutture trabecolari di protesi ortopediche in Ti-6Al-4V (porosità 60–80%, pori 300–800 µm) e per strumentazione chirurgica con meccanismi articolati stampati direttamente, comprimendo il ciclo di sviluppo prodotto da settimane a giorni. In campo aerospaziale, il programma Honeywell Aerospace-Desktop Metal su componenti APU in Inconel 625 ha documentato nel 2023 UTS superiore a 830 MPa con coefficiente di variazione inter-lotto inferiore al 4% su serie da 50 campioni, risultato compatibile con la qualificazione di processo secondo AS9100 Rev D. I limiti strutturali del processo includono, tuttavia, l’impossibilità di creare gradienti compositivi o microstrutturali localizzati, una risoluzione geometrica minima di 0,3–0,5 mm, variabilità dimensionale inter-lotto dello 0,1–0,3% che richiede controllo statistico rigoroso per tolleranze di classe IT8–IT10, e finitura grezza Ra 4–8 µm che necessita processi di finitura successivi.
Conclusione
Le traiettorie di sviluppo più significative, esempio la riduzione della granulometria verso D50 sub-10 µm, ispezione durante il processo stesso con l’utilizzo della visione strutturata ad alta risoluzione, automazione completa del flusso polvere-sinterizzato e calo del costo delle polveri, già ridotto del 30–40% tra il 2019 e il 2024, sposteranno la convenienza economica verso il volume di 150.000–300.000 pezzi/anno per codice entro il 2030. Il MBJ non sostituirà integralmente microfusione e MIM, ma occuperà con crescente solidità quello spazio produttivo dove la complessità geometrica, la varietà di versione e i volumi medi-alti convergono in requisiti che nessun processo convenzionale soddisfa senza costi di attrezzaggio che ne erodono la convenienza economica.