
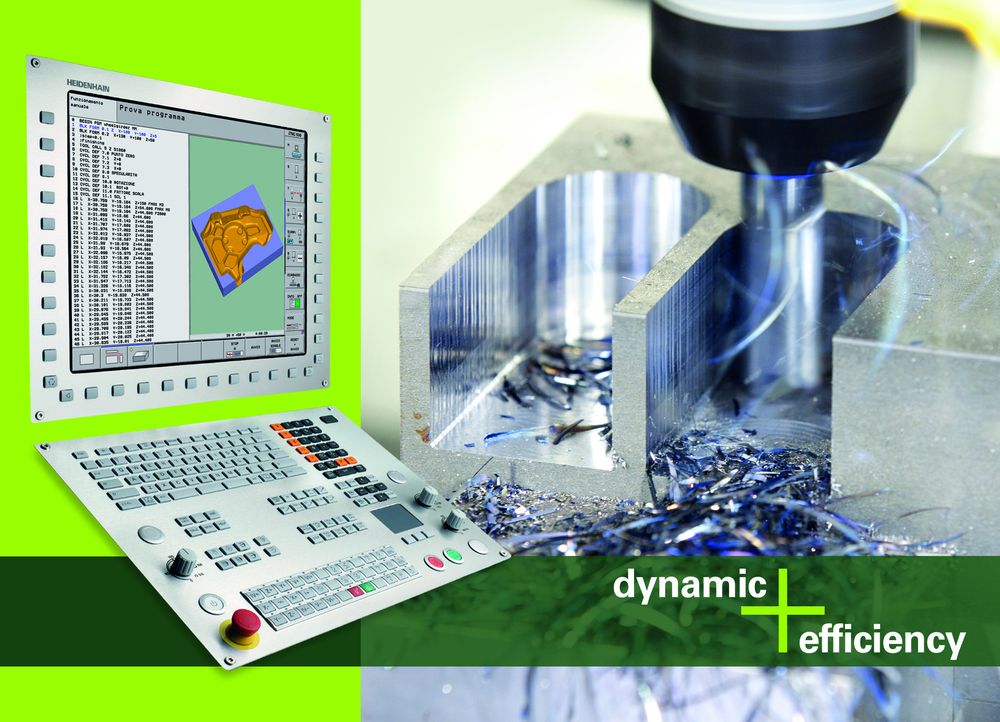
 HEIDENHAIN è parte integrante della “Fabbrica digitale” di MECSPE grazie alla propria tecnologia all’avanguardia di misura e controllo. La macchina EMCO FAMUP su cui viene lavorato il portamozzo della vettura elettrica XAM 2.0 è infatti equipaggiata con il controllo numerico iTNC 530 HSCI Functional Safety dotato delle funzioni “Dynamic Efficiency”, dei sistemi di misura assoluti con interfaccia EnDat e dei sistemi di tastatura ibridi TT 460 e TS 460 per utensile e pezzo. Nella concezione di controllo universale e digitale di iTNC 530, tutti i componenti sono collegati tra loro mediante interfacce puramente digitali: i componenti del controllo tramite HSCI (HEIDENHAIN Serial Controller Interface), il protocollo in tempo reale HEIDENHAIN per Fast Ethernet, e i sistemi di misura tramite EnDat 2.2, l’interfaccia bidirezionale di HEIDENHAIN. Si garantisce così l’elevata affidabilità dell’intero sistema grazie anche alla possibilità di diagnosi e alla maggiore insensibilità ai disturbi, dall’unità logica fino al sistema di misura. iTNC 530 è dotato, già nella versione base, di un’interfaccia Fast Ethernet di ultima generazione per essere integrato in rete nella fabbrica digitale. iTNC 530 comunica con i server NFS e le reti Windows con protocollo TCP/IP con velocità di trasmissione dei dati di 100 Mbit/s garantendo brevissimi tempi di trasmissione persino di complessi programmi 3D. Utilizzando i software TNCremo e TNCremoPlus è possibile tramite Ethernet trasferire programmi di lavorazione, tabelle di utensili, avviare la macchina, verificare lo stato di esercizio della stessa e tramite la funzione “LiveScreen” anche le videate del CN. Tutte le apparecchiature HEIDENHAIN montate sulla macchina contribuiscono in modo sostanziale a incrementare la velocità e l’accuratezza di ciascuna lavorazione consentendo alla macchina di operare nel complesso con maggiore efficienza e sicurezza. Con Dynamic Efficiency vengono combinate potenti funzioni di regolazione (ovvero ACC Active Chatter Control – soppressione attiva delle vibrazioni, AFC Adaptive Feed Control – controllo adattativo dell’avanzamento, Fresatura trocoidale – ciclo per la sgrossatura di scanalature e tasche) con strategie di lavorazione innovative, in modo da migliorare le prestazioni di asportazione, ottimizzare il tempo di lavorazione e salvaguardare macchina e gli utensili.
HEIDENHAIN è parte integrante della “Fabbrica digitale” di MECSPE grazie alla propria tecnologia all’avanguardia di misura e controllo. La macchina EMCO FAMUP su cui viene lavorato il portamozzo della vettura elettrica XAM 2.0 è infatti equipaggiata con il controllo numerico iTNC 530 HSCI Functional Safety dotato delle funzioni “Dynamic Efficiency”, dei sistemi di misura assoluti con interfaccia EnDat e dei sistemi di tastatura ibridi TT 460 e TS 460 per utensile e pezzo. Nella concezione di controllo universale e digitale di iTNC 530, tutti i componenti sono collegati tra loro mediante interfacce puramente digitali: i componenti del controllo tramite HSCI (HEIDENHAIN Serial Controller Interface), il protocollo in tempo reale HEIDENHAIN per Fast Ethernet, e i sistemi di misura tramite EnDat 2.2, l’interfaccia bidirezionale di HEIDENHAIN. Si garantisce così l’elevata affidabilità dell’intero sistema grazie anche alla possibilità di diagnosi e alla maggiore insensibilità ai disturbi, dall’unità logica fino al sistema di misura. iTNC 530 è dotato, già nella versione base, di un’interfaccia Fast Ethernet di ultima generazione per essere integrato in rete nella fabbrica digitale. iTNC 530 comunica con i server NFS e le reti Windows con protocollo TCP/IP con velocità di trasmissione dei dati di 100 Mbit/s garantendo brevissimi tempi di trasmissione persino di complessi programmi 3D. Utilizzando i software TNCremo e TNCremoPlus è possibile tramite Ethernet trasferire programmi di lavorazione, tabelle di utensili, avviare la macchina, verificare lo stato di esercizio della stessa e tramite la funzione “LiveScreen” anche le videate del CN. Tutte le apparecchiature HEIDENHAIN montate sulla macchina contribuiscono in modo sostanziale a incrementare la velocità e l’accuratezza di ciascuna lavorazione consentendo alla macchina di operare nel complesso con maggiore efficienza e sicurezza. Con Dynamic Efficiency vengono combinate potenti funzioni di regolazione (ovvero ACC Active Chatter Control – soppressione attiva delle vibrazioni, AFC Adaptive Feed Control – controllo adattativo dell’avanzamento, Fresatura trocoidale – ciclo per la sgrossatura di scanalature e tasche) con strategie di lavorazione innovative, in modo da migliorare le prestazioni di asportazione, ottimizzare il tempo di lavorazione e salvaguardare macchina e gli utensili.


MECSPE 2026: protagonista la Start Up Factory
Dal 4 al 6 marzo 2026, MECSPE ospiterà la sesta edizione di Start Up Factory, l’iniziativa pensata per favorire il dialogo tra startup e imprese manifatturiere. Il comparto manifatturiero si conferma pilastro centrale dell’economia italiana e uno dei principali ambiti

contenuto sponsorizzatoAttuatori elettrici per l’automazione industriale: un segmento in continua evoluzione
Gli attuatori elettrici Metal Work sono in continua espansione. L’azienda introduce costantemente soluzioni innovative nella sua Serie Elektro, che vanno incontro alle più svariate esigenze applicative nel campo dell’automazione industriale e del controllo. Gli attuatori elettrici sono componenti fondamentali per l’automazione industriale.

Trucchi e segreti delle tolleranze di forma
Consigli utili per la specifica e la verifica degli errori di forma tramite tolleranze di forma. di Stefano Tornincasa Nella documentazione tecnica di un prodotto il controllo di forma limita l’errore di un elemento rispetto a una sua controparte perfetta

contenuto sponsorizzatoigus presenta una gamma di cuscinetti a strisciamento totalmente privi di PTFE
Gli ingegneri igus, specializzati nella formulazione di nuovi materiali, hanno messo a punto le versioni prive di PTFE di tutti i principali materiali iglidur per cuscinetti a strisciamento resistenti all’usura. Il reparto R&D di igus ha formulato una versione priva