Al giorno d’oggi, se si considerano tutti i vantaggi offerti dalla tecnologia di stampa 3D in metallo DMLS, progettare un nuovo prodotto è diventato davvero semplice. In questo caso, Vincenzo Abbatiello, Application Engineer per Design e simulazione di EOS, scrive su come lui e il suo team hanno progettato una penna sfruttando tutti i vantaggi e la libertà offerti dalla tecnologia AM.
Il processo di progettazione
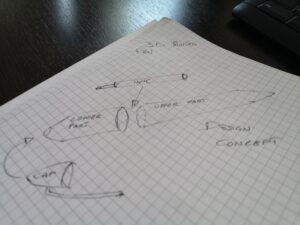 A volte la sfida principale è il punto di partenza. In questo caso particolare, la scelta di progettare una penna è venuta da una discussione “informale” tra colleghi. L’idea era quella di creare qualcosa di comune, di uso quotidiano, ma che allo stesso tempo potesse dimostrare la maggior parte dei vantaggi del processo AM DMLS – come produrre qualcosa con un fantastico design – spingendo ancora più avanti i confini di questa straordinaria tecnologia. Quando si pensa ai modi più efficienti per progettare questa penna, la tecnologia AM DMLS è utile in quanto offre la massima libertà di design. La possibilità di creare e produrre praticamente ogni forma – indipendentemente da quanto complessa – senza i vincoli della produzione convenzionale è, di fatto, il sogno di ogni progettista. Il design bionico è un perfetto esempio per illustrare questo concetto. Il design bionico permette a progettisti e ingegneri di realizzare strutture e oggetti ispirati agli organismi naturali nel loro ambiente: le forme sinuose ed organizzate sono il risultato di un processo ben progettato, in cui la natura utilizza la quantità di materiale solo dove è necessario.
A volte la sfida principale è il punto di partenza. In questo caso particolare, la scelta di progettare una penna è venuta da una discussione “informale” tra colleghi. L’idea era quella di creare qualcosa di comune, di uso quotidiano, ma che allo stesso tempo potesse dimostrare la maggior parte dei vantaggi del processo AM DMLS – come produrre qualcosa con un fantastico design – spingendo ancora più avanti i confini di questa straordinaria tecnologia. Quando si pensa ai modi più efficienti per progettare questa penna, la tecnologia AM DMLS è utile in quanto offre la massima libertà di design. La possibilità di creare e produrre praticamente ogni forma – indipendentemente da quanto complessa – senza i vincoli della produzione convenzionale è, di fatto, il sogno di ogni progettista. Il design bionico è un perfetto esempio per illustrare questo concetto. Il design bionico permette a progettisti e ingegneri di realizzare strutture e oggetti ispirati agli organismi naturali nel loro ambiente: le forme sinuose ed organizzate sono il risultato di un processo ben progettato, in cui la natura utilizza la quantità di materiale solo dove è necessario. Il design bionico è ampiamente utilizzato nel processo di progettazione additiva e può, ad esempio, essere combinato con tecniche di ottimizzazione topologica. L’obiettivo è sempre quello di creare il componente perfetto, soddisfando tutti i requisiti strutturali utilizzando, allo stesso tempo, la minima quantità di materiale. Tuttavia, questo esempio è puramente un processo di progettazione: non è stata implementata alcuna tecnica di ottimizzazione strutturale.
Il design bionico è ampiamente utilizzato nel processo di progettazione additiva e può, ad esempio, essere combinato con tecniche di ottimizzazione topologica. L’obiettivo è sempre quello di creare il componente perfetto, soddisfando tutti i requisiti strutturali utilizzando, allo stesso tempo, la minima quantità di materiale. Tuttavia, questo esempio è puramente un processo di progettazione: non è stata implementata alcuna tecnica di ottimizzazione strutturale.
Pensare fuori dagli schemi
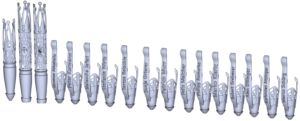 La penna è composta da tre pezzi differenti: il cappuccio e due parti diverse che, una volta assemblate, formano l’alloggiamento per la ricarica di inchiostro. Il design delle tre parti è influenzato dalla direzione di stampa: considerando la forma di una penna, l’opzione migliore è quella di stampare verticalmente. Perché? Il motivo principale è quello di posizionare il maggior numero possibile di parti sulla piattaforma di stampa, riducendo così i costi di produzione e generando la migliore qualità delle superfici possibile (nessun effetto gradino ad esempio). Le tre parti sono progettate per essere completamente auto-supportate, quindi non c’è bisogno di una struttura di supporto per completare il processo di stampa. La sfida principale che il team EOS ha dovuto affrontare era implementare un “meccanismo”, un’integrazione funzionale per i componenti, al fine di consentire l’inserimento e, in futuro, la sostituzione della cartuccia di ricarica dell’inchiostro. La soluzione: una corona con simmetria assiale su entrambi i lati.
La penna è composta da tre pezzi differenti: il cappuccio e due parti diverse che, una volta assemblate, formano l’alloggiamento per la ricarica di inchiostro. Il design delle tre parti è influenzato dalla direzione di stampa: considerando la forma di una penna, l’opzione migliore è quella di stampare verticalmente. Perché? Il motivo principale è quello di posizionare il maggior numero possibile di parti sulla piattaforma di stampa, riducendo così i costi di produzione e generando la migliore qualità delle superfici possibile (nessun effetto gradino ad esempio). Le tre parti sono progettate per essere completamente auto-supportate, quindi non c’è bisogno di una struttura di supporto per completare il processo di stampa. La sfida principale che il team EOS ha dovuto affrontare era implementare un “meccanismo”, un’integrazione funzionale per i componenti, al fine di consentire l’inserimento e, in futuro, la sostituzione della cartuccia di ricarica dell’inchiostro. La soluzione: una corona con simmetria assiale su entrambi i lati.  I vantaggi: facilità di assemblaggio e smontaggio del corpo della penna. Questo consente di sostituire una cartuccia di inchiostro vuota e al tempo stesso di assicurare una sufficiente rigidità strutturale della penna stessa, evitando ampie deformazioni e difficoltà durante l’utilizzo. Aggiungere una manciata di conoscenze sul processo di stampa DMLS durante la fase di progettazione EOS Titanium Ti64 è il miglior candidato per questo tipo di applicazione. Il Titanio infatti offre prestazioni elevate quasi ai livelli dell’acciaio inossidabile in termini di rigidità, pur essendo leggero quasi quanto l’alluminio. Dopo cinque cicli di progettazione, Abbatiello e i suoi colleghi hanno ideato il sistema di bloccaggio finale. L’alta definizione del processo EOS Ti64 Performance (30 µm) consente una perfetta corrispondenza tra le superfici e la solida connessione delle parti. Inoltre, l’alta definizione del processo permette l’implementazione di logo e altri tipi di personalizzazione (ad esempio, il nome del proprietario, il nome di un evento speciale o qualsiasi altra cosa).
I vantaggi: facilità di assemblaggio e smontaggio del corpo della penna. Questo consente di sostituire una cartuccia di inchiostro vuota e al tempo stesso di assicurare una sufficiente rigidità strutturale della penna stessa, evitando ampie deformazioni e difficoltà durante l’utilizzo. Aggiungere una manciata di conoscenze sul processo di stampa DMLS durante la fase di progettazione EOS Titanium Ti64 è il miglior candidato per questo tipo di applicazione. Il Titanio infatti offre prestazioni elevate quasi ai livelli dell’acciaio inossidabile in termini di rigidità, pur essendo leggero quasi quanto l’alluminio. Dopo cinque cicli di progettazione, Abbatiello e i suoi colleghi hanno ideato il sistema di bloccaggio finale. L’alta definizione del processo EOS Ti64 Performance (30 µm) consente una perfetta corrispondenza tra le superfici e la solida connessione delle parti. Inoltre, l’alta definizione del processo permette l’implementazione di logo e altri tipi di personalizzazione (ad esempio, il nome del proprietario, il nome di un evento speciale o qualsiasi altra cosa).
La stampa 3D
 Una volta completato il progetto, il passaggio successivo è la preparazione dei dati per il processo di stampa. Il processo DMLS richiede una quantità minima di strutture di supporto per assicurare la parte alla piattaforma di produzione. Le strutture di supporto sono spesso viste come componenti odi et amo, in quanto sono necessarie per iniziare e completare con successo il processo di stampa ma allo stesso tempo comportano l’utilizzo di più materiale e un aumento del tempo di stampa e post-produzione. Inoltre, le superfici a cui sono connesse ne risentono in termini di qualità finale. Tuttavia, è importante mantenere le parti saldamente connesse alla piattaforma di produzione; ciò consente la dissipazione di tutto il calore generato durante le diverse fasi di esposizione. Per questo motivo, al team è venuta l’idea di sviluppare un tipo speciale di supporti spe
Una volta completato il progetto, il passaggio successivo è la preparazione dei dati per il processo di stampa. Il processo DMLS richiede una quantità minima di strutture di supporto per assicurare la parte alla piattaforma di produzione. Le strutture di supporto sono spesso viste come componenti odi et amo, in quanto sono necessarie per iniziare e completare con successo il processo di stampa ma allo stesso tempo comportano l’utilizzo di più materiale e un aumento del tempo di stampa e post-produzione. Inoltre, le superfici a cui sono connesse ne risentono in termini di qualità finale. Tuttavia, è importante mantenere le parti saldamente connesse alla piattaforma di produzione; ciò consente la dissipazione di tutto il calore generato durante le diverse fasi di esposizione. Per questo motivo, al team è venuta l’idea di sviluppare un tipo speciale di supporti spe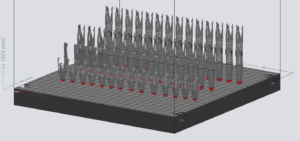 cificamente per queste parti, denominati “prop-support”. Viene creato un sottile guscio di materiale a una distanza minima dalla parte, che la mantiene saldamente connessa alla piattaforma di produzione. Un sottilissimo strato di polvere separa i prop-support dalle parti, garantendo un’elevata qualità delle superfici. Naturalmente, al fine di trovare la forma perfetta per i prop-support, la giusta distanza di offset e i parametri di stampa adatti, il team ha eseguito un DoE (Design of Experiment) utilizzando EOSPRINT. Il passaggio successivo è la simulazione del processo. Grazie a software come Amphyon di Additive Works, è possibile avere un’anteprima del processo di stampa. Questo consente di evitare potenziali problemi o distorsioni e garantire una elevata qualità finale. Stampare tutti gli ingredienti con il sistema EOS M 290 e attendere che il processo sia completato. Come accennato in precedenza, un altro importante passaggio di questo processo è la post produzione, perché migliora la qualità della superficie. In questo caso, la decisione finale è stata quella di sottoporre le parti a un processo di sabbiatura e quindi di lucidatura, utilizzando una macchina di vibrofinitura.
cificamente per queste parti, denominati “prop-support”. Viene creato un sottile guscio di materiale a una distanza minima dalla parte, che la mantiene saldamente connessa alla piattaforma di produzione. Un sottilissimo strato di polvere separa i prop-support dalle parti, garantendo un’elevata qualità delle superfici. Naturalmente, al fine di trovare la forma perfetta per i prop-support, la giusta distanza di offset e i parametri di stampa adatti, il team ha eseguito un DoE (Design of Experiment) utilizzando EOSPRINT. Il passaggio successivo è la simulazione del processo. Grazie a software come Amphyon di Additive Works, è possibile avere un’anteprima del processo di stampa. Questo consente di evitare potenziali problemi o distorsioni e garantire una elevata qualità finale. Stampare tutti gli ingredienti con il sistema EOS M 290 e attendere che il processo sia completato. Come accennato in precedenza, un altro importante passaggio di questo processo è la post produzione, perché migliora la qualità della superficie. In questo caso, la decisione finale è stata quella di sottoporre le parti a un processo di sabbiatura e quindi di lucidatura, utilizzando una macchina di vibrofinitura.