In uno scenario industriale instabile, la sostituzione dei componenti ad alto valore è sempre meno sostenibile, soprattutto per l’impatto del downtime.
L’Additive Manufacturing metallico, in particolare la Directed Energy Deposition, abilita la rigenerazione dei pezzi esistenti, riducendo fermi impianto e costi complessivi.
Nel panorama manifatturiero di oggi, dominato da grande incertezza sui mercati e una notevole variabilità delle politiche internazionali, è facile capire come la gestione delle materie prime e delle infrastrutture industriali diventi un aspetto che le aziende non possono ignorare. Specialmente se consideriamo componenti industriali ad alto valore aggiunto, dove il costo intrinseco del componente rende lo stoccaggio poco sostenibile e per cui si preferisce di gran lunga gestire l’approvvigionamento quando viene programmata la sostituzione di tale pezzo. Per decenni, settori nevralgici come l’industria pesante, il comparto navale, l’oil & gas e il mondo degli stampi hanno operato seguendo una logica lineare e apparentemente immutabile: progettazione, utilizzo, usura e, infine, sostituzione del componente degradato. Tuttavia, questa sequenza operativa mostra oggi tutti i suoi limiti, specialmente quando si tratta di elementi critici come alberi motore di grandi dimensioni, matrici di forgiatura o pale di turbine, dove il costo della mera sostituzione non può più essere misurato esclusivamente attraverso il prezzo del grezzo e delle lavorazioni meccaniche necessarie a produrlo ma porta con sé costi importanti per la movimentazione, gestione e smaltimento del componente stesso.
Esiste un costo ombra spesso ben più oneroso e difficile da ammortizzare rispetto alla spesa diretta di acquisto: il downtime. Questo parametro rappresenta il tempo di fermo impianto necessario per approvvigionare un nuovo componente, un intervallo che, nel caso di forgiati di grandi dimensioni o di parti complesse realizzate su commessa, può estendersi per mesi. In un mercato che richiede reattività immediata, un fermo macchina prolungato si traduce in perdite operative che erodono rapidamente i margini di profitto, rendendo la strategia della sostituzione non solo inefficiente, ma economicamente insostenibile.
L’Additive Manufacturing (AM) metallico diventa a tutti gli effetti una tecnologia abilitante per il Remanufacturing, non come una semplice riparazione intesa come una toppa temporanea per estendere brevemente l’operatività, bensì realizzare una vera e propria rigenerazione, capace di ripristinare, e talvolta persino migliorare, le funzionalità originarie del pezzo. Al centro di questa rivoluzione industriale si trova la tecnologia DED (Directed Energy Deposition). A differenza delle tecnologie a letto di polvere (PowderBedFusion – PBF), le quali sono intrinsecamente limitate dal volume definito della camera di costruzione e richiedono una piastra di base piana per l’avvio del processo, la DED offre la libertà operativa necessaria per intervenire su componenti esistenti. Questa flessibilità permette di operare su parti di qualsiasi dimensione e geometria, depositando nuovo materiale esclusivamente dove è richiesto, trasformando così il rifiuto potenziale in una risorsa recuperabile e inaugurando un nuovo paradigma di economia circolare applicata all’industria pesante.
Deposizione a Energia Diretta (DED)
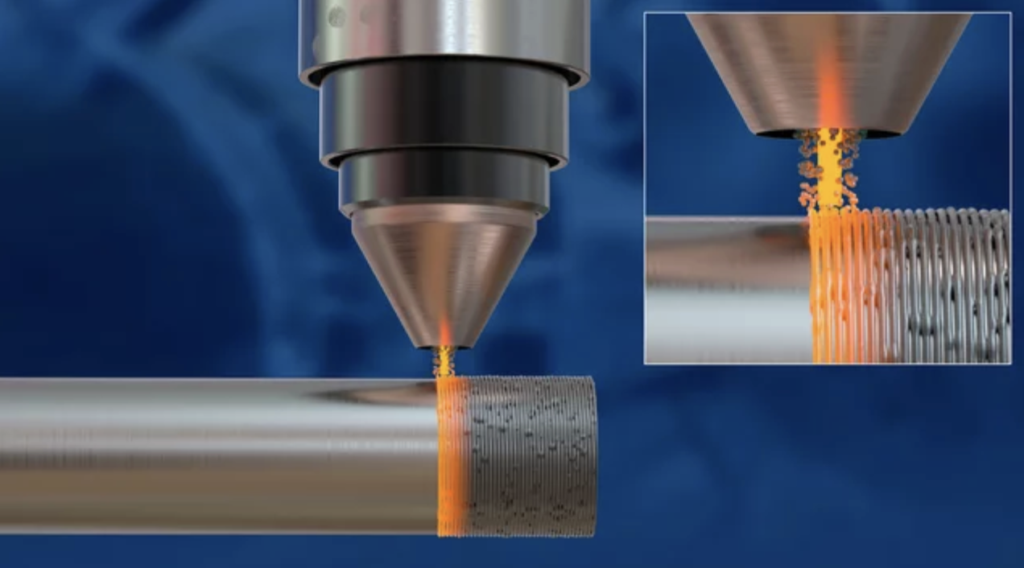
Per comprendere appieno perché la tecnologia DED sia la più consona per la riparazione di componenti quali alberi e stampi, è indispensabile capire a fondo il processo. Sebbene sotto l’acronimo DED ricadano diverse varianti tecnologiche, il principio fondamentale consiste in una fonte di energia termica focalizzata per fondere il materiale d’apporto, sia esso sotto forma di polvere o filo, nel momento esatto in cui questo viene depositato sul substrato. Questa metodologia differenzia nettamente la DED dalle tecnologie a letto di polvere; non essendo vincolata da una camera di costruzione chiusa o dalla necessità di stendere strati planari su un’intera area di lavoro, la testa di deposizione gode di una libertà di movimento che le consente di seguire le geometrie complesse di un pezzo già esistente.
L’ecosistema della DED si divide in due macro-famiglie distinte, in base alla natura del materiale d’apporto, ciascuna con implicazioni specifiche per la strategia di rigenerazione. Da un lato troviamo la tecnologia Powder-DED (LMD-p), che utilizza polveri metalliche atomizzate ed è la soluzione prediletta per il ripristino di stampi e componenti di alta precisione. Questa tecnica consente un controllo estremamente fine dello spessore dello strato depositato, spesso nell’ordine dei decimi di millimetro, e apre le porte alla creazione di miscele di materiali in-situ, variando la composizione della polvere durante il processo stesso. Il rovescio della medaglia risiede in un tasso di deposizione più contenuto e in un’efficienza di cattura della polvere che raramente supera l’80%, comportando una gestione attenta del materiale non fuso per evitarne lo spreco. Sul fronte opposto si colloca la Wire-DED, che include varianti come il Wire Arc Additive Manufacturing (WAAM). Qui il materiale d’apporto è un filo metallico, fuso tramite laser, fascio elettronico o un arco elettrico simile a quello della saldatura MIG/MAG. Sebbene questa metodologia offra una risoluzione superficiale inferiore, caratterizzata da un’ondulazione più marcata, essa vanta un tasso di deposizione drasticamente superiore, capace di raggiungere diversi chilogrammi di materiale per ora. Per la riparazione di grandi alberi usurati o componenti strutturali dove il volume mancante è considerevole, essa rappresenta spesso la scelta economicamente più valida, a patto di prevedere una necessaria fase successiva di lavorazione meccanica per asportazione di truciolo al fine di ottenere le giuste tolleranze dimensionali.
La sfida principale nella riparazione industriale non risiede tanto nella capacità di ricostruire il profilo di un pezzo, quanto nell’abilità di farlo preservando le caratteristiche meccaniche del componente originale, che spesso ha già subito trattamenti termici specifici (come la tempra o la cementazione) e ha lavorato per diverso tempo. Il primo parametro critico che è necessario gestire è la diluizione. In termini tecnici, la diluizione rappresenta la percentuale di materiale del substrato che fonde e si miscela con il materiale d’apporto. È un’arma a doppio taglio poiché da un lato, una diluizione minima è necessaria per ottenere il legame metallurgico che distingue la DED dal semplice rivestimento. Dall’altro, una fusione troppo profonda del substrato inquina chimicamente il bagno fuso. Strettamente correlato alla diluizione è il controllo della Zona Termicamente Alterata (ZTA). Ogni volta che una fonte di calore attraversa un metallo, l’area immediatamente adiacente al bagno fuso subisce un ciclo termico violento senza raggiungere la fusione. In questa fascia di transizione, la microstruttura del materiale cambia. Nei componenti di grandi dimensioni, la massa fredda del pezzo agisce come un enorme dissipatore di calore, provocando un raffreddamento rapidissimo della zona riscaldata. Su acciai ad alto tenore di carbonio o acciai per utensili, porta quasi invariabilmente alla formazione di martensite non rinvenuta, una fase cristallina estremamente dura ma fragile. Grazie all’elevatissima densità di energia del fascio laser, è possibile ottenere la fusione necessaria con un apporto termico drasticamente inferiore. Questo si traduce in una ZTA estremamente contenuta, minimizzando le distorsioni geometriche del componente e preservando la storia termica del materiale base.
Nella riparazione tramite DED, il punto di partenza non è un file digitale, ma un oggetto fisico vissuto, usurato, deformato o fratturato in modi difficile da prevedere. La realtà non corrisponde quasi mai al disegno originale. Prima ancora di accendere il laser, il componente deve essere digitalizzato. L’utilizzo di scanner 3D ad alta risoluzione o di sonde di tastatura integrate in macchina permette di acquisire la geometria reale del pezzo nello stato in cui si trova. Si ottiene così una nuvola di punti che rappresenta il Digital Twin dello stato di fatto. Il software confronta questa scansione con il modello CAD originario, isolando il volume negativo, ovvero la geometria che andrà ripristinata.
Oltre la riparazione
Se il recupero della geometria originale rappresenta il traguardo minimo, la vera frontiera dell’innovazione risiede nella possibilità di introdurre migliorie nella prestazione del componente originario. Non ci si limita a restituire al pezzo la sua forma perduta, ma se ne elevano le proprietà chimico-fisiche, trasformando un vecchio oggetto obsoleto in un componente ad alte prestazioni che supera le specifiche di fabbrica iniziali. Tuttavia, il percorso verso questo risultato è costellato di ostacoli, specialmente quando si lavora con acciai “difficili”. Molti componenti industriali, come gli stampi per pressofusione o gli alberi di trasmissione, sono realizzati in leghe ad alto tenore di carbonio o acciai per utensili che, per loro natura, sono scarsamente saldabili. Il tentativo di depositare direttamente un materiale duro su queste superfici provocherebbe quasi certamente cricche immediate, causate dalla drastica differenza nei coefficienti di espansione termica o dalla formazione di fasi fragili all’interfaccia. Per questo motivo si prevede la deposizione preliminare di un materiale intermedio, spesso un acciaio inossidabile austenitico o una lega a base nichel, che si lega tenacemente al substrato e offre una base duttile e accogliente per il rivestimento finale duro. Questo strato intermedio agisce come un ammortizzatore metallurgico, assorbendo le tensioni residue generate durante il raffreddamento ed evitando che queste si scarichino sulla zona di giunzione, prevenendo distacchi catastrofici.
Una volta stabilizzata l’interfaccia, si apre la strada alla creazione di Materiali Funzionalmente Graduati (FGM). Immaginiamo un grande cilindro di laminazione: realizzarlo interamente in una superlega resistente all’usura sarebbe economicamente proibitivo e meccanicamente sconsigliabile, dato che il cuore del componente deve mantenere caratteristiche di tenacità per resistere agli urti. Con la tecnologia DED, è possibile mantenere il corpo originale in acciaio strutturale economico e tenace, rivestendo solo la superficie di contatto con materiali nobili come la Stellite o carburi di tungsteno. Il risultato è un componente ibrido, ottimizzato sia per costo che per performance, che resiste all’usura molto più a lungo dell’originale monolitico. La garanzia che queste alchimie funzionino non è affidata al caso, ma a sistemi di monitoraggio sempre più sofisticati. Sensori pirometrici e telecamere ad alta velocità osservano il bagno fuso millisecondo per millisecondo, misurandone la temperatura e la dimensione. Se il sistema rileva una deviazione termica che potrebbe suggerire una fusione incompleta o un surriscaldamento, il controllo numerico adatta istantaneamente la potenza del laser o la velocità di avanzamento per compensare l’errore. Questo livello di controllo trasforma la rigenerazione da un’arte artigianale a un processo industriale certificabile, capace di soddisfare i requisiti stringenti di settori dove il fallimento non è un’opzione.
Valutazione economica
La validazione finale di qualsiasi tecnologia industriale, per quanto affascinante sotto il profilo ingegneristico, passa attraverso il vaglio del conto economico. Nel caso della rigenerazione tramite DED, l’errore di valutazione più comune è il confronto diretto tra il costo della fattura di riparazione e il prezzo di listino del componente nuovo. Se ci si fermasse a questa comparazione lineare, la rigenerazione potrebbe talvolta apparire meno competitiva, specialmente su componenti di taglia medio-piccola, a causa degli alti costi orari delle celle robotizzate e dei materiali d’apporto. Tuttavia, questa visione parziale ignora la variabile più pesante dell’equazione: il fattore tempo.
Il vero ritorno sull’investimento della tecnologia DED emerge quando si integra nel calcolo il costo del mancato guadagno. Per un impianto petrolchimico o una cartiera, un fermo macchina non programmato può generare perdite operative nell’ordine delle decine di migliaia di euro al giorno. Se l’approvvigionamento di un nuovo albero di trasmissione richiede sei mesi di lead time a causa delle strozzature nella catena di fornitura globale, mentre la rigenerazione in–house o presso un service specializzato può restituire il componente operativo in tre settimane, il differenziale di costo diventa irrilevante rispetto al valore della continuità produttiva. Il break-even point, in questi scenari, si sposta drasticamente a favore della riparazione, rendendola l’unica via percorribile per salvaguardare la marginalità aziendale.
Accanto alla logica del profitto, si affianca oggi l’imperativo della sostenibilità, tramite l’Analisi del Ciclo di Vita (LCA). Produrre un componente dal pieno, partendo dall’estrazione del minerale, passando per la fusione in altoforno, la forgiatura e le lavorazioni meccaniche massive, comporta un dispendio energetico e un’impronta di carbonio enormi. La rigenerazione, al contrario, preserva l’energia incorporata nella struttura del pezzo esistente. Intervenire solo sul volume danneggiato significa consumare una frazione infinitesimale dell’energia e del materiale necessari per rifare il pezzo da zero. Studi di settore dimostrano che il remanufacturing additivo può ridurre le emissioni di CO2 fino all’80% rispetto alla sostituzione, un dato che sta diventando cruciale per le aziende chiamate a rispettare target ambientali sempre più stringenti.
Conclusioni
Siamo di fronte a un cambiamento che trascende la semplice innovazione di processo; stiamo assistendo a una mutazione culturale del concetto stesso di produzione: dal modello lineare Produci-Usa-Butta a quello circolare Ripara-Riusa-Migliora. Il futuro del remanufacturing farà sì che tale processo, la possibilità di riparare un componente e come, venga considerato già dalle prima fasi di progettazione di un componente, integrando sovrametalli strategici o prevedendo geometrie che facilitino l’accessibilità delle teste di deposizione. Significa evolvere la mentalità gestionale, dove un componente usurato cessa di essere un rifiuto ferroso da smaltire per diventare una preforma ad alto valore, un asset dormiente pronto per una seconda, e più performante, vita operativa.