

di pezzi prodotti si realizza attraverso l’elaborazione manuale dei dati raccolti
con strumenti di misura tradizionali, o via software, utilizzando una macchina di
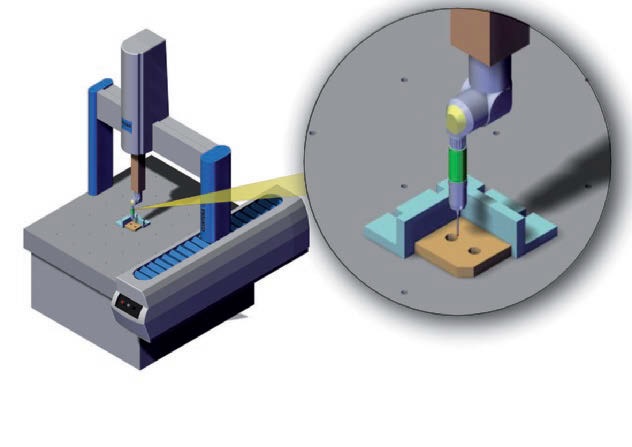
misura a coordinate (CMM).
La verifica di tolleranze geometriche di localizzazione è estremamente complicata, soprattutto se durante il collaudo è necessario tener conto di tolleranze addizionali dovute al modificatore di massimo materiale per la tolleranza (Bonus) o addirittura sul riferimento. L’uso di calibri funzionali è generalmente limitato ai casi in cui debbano essere verifi cati una grande quantità di componenti in modo che il tempo ridotto di ispezione possa compensare l’elevato costo di produzione del calibro. Per questo motivo, il controllo delle tolleranze geometriche per la stragrande maggioranza di pezzi prodotti si realizza attraverso l’elaborazione manuale dei dati raccolti con strumenti di misura tradizionali, o via software, utilizzando una macchina di misura a coordinate (CMM). Entrambi i metodi richiedono il bloccaggio del pezzo in un sistema di riferimento a 3 piani (Datum Reference Frame, DRF) rispettando la sequenza prevista dal disegno. In questo caso un calibro è simulato usando i dati rilevati dalla macchina ed elaborando i risultati attraverso un’analisi grafi ca oppure utilizzando opportuni software dedicati.



